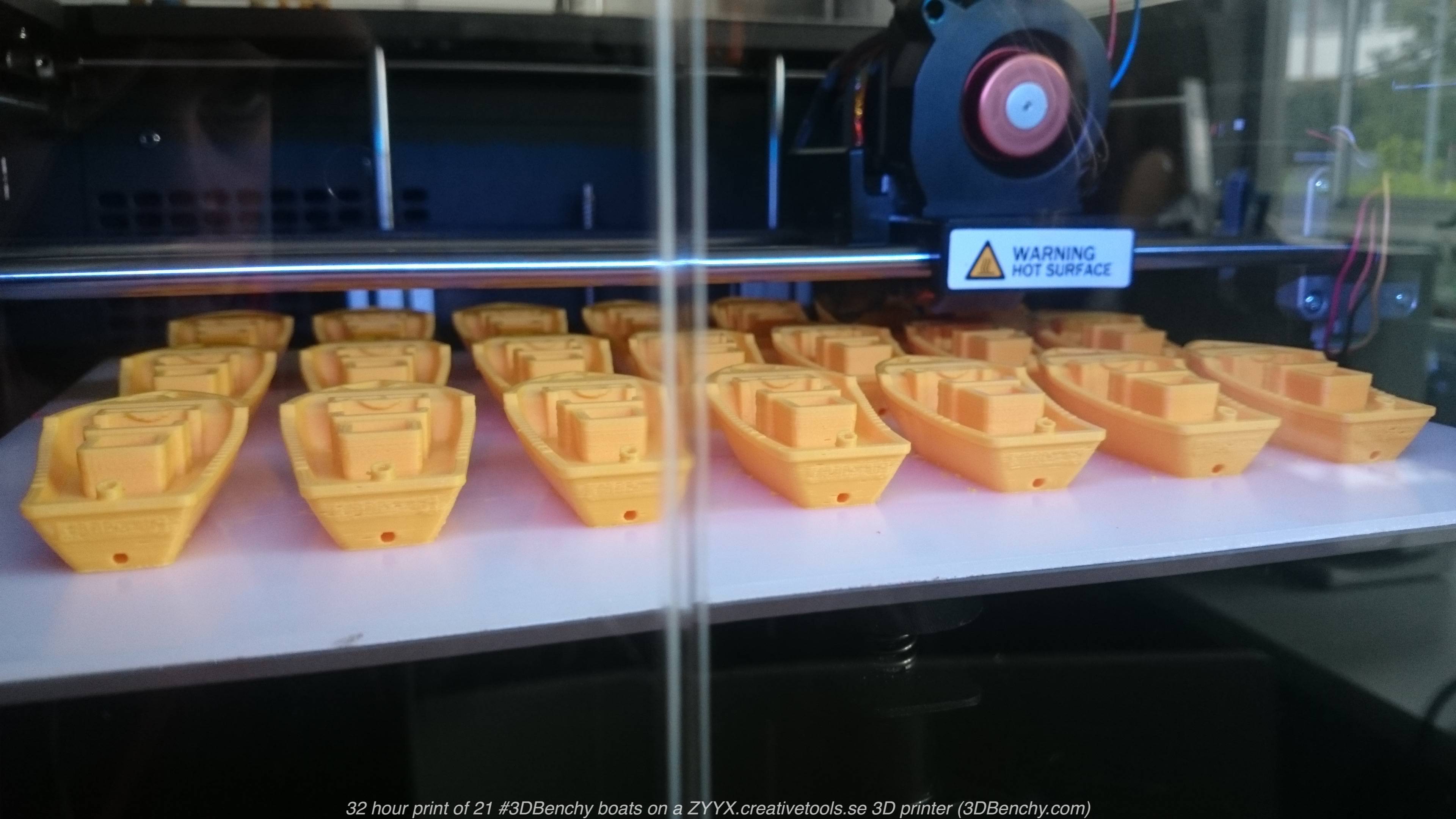
Two ways of testing the endurance of a 3D printer is to fill the entire build-plate and 3D-print for many hours. Daniel Norée decided to try this on a ZYYX 3D printer. The machine is as the original factory-made with the difference that the PLA cooling fan was replaced by a more powerful centrifugal fan – thus achieving better shape accuracy. Since the ZYYX 3D printer lacks a heated build-plate, PLA filament was the most adequate option.
#3DBenchy was imported into the slicing software Simplify3D and from the “Edit” menu the “Duplicate model” feature filled the entire bed with 21 small boats. This created a massive mesh of 4.728.234 polygons!
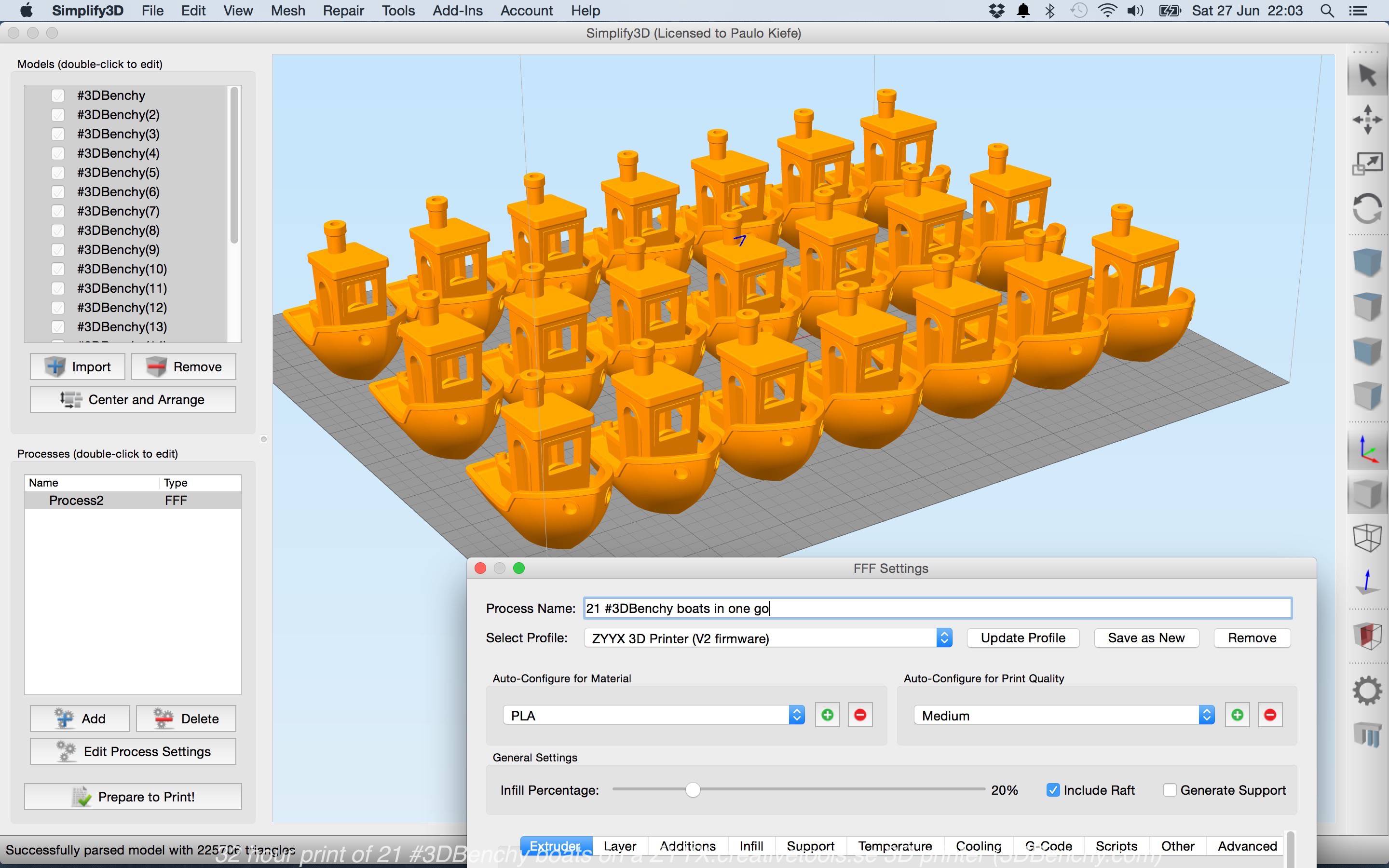
The 3D-print settings used 0.2 mm (200 microns) per layer at 20% infill. Simplify3D took only 22 seconds to slice the complete plate and generate the G-code for 3D-printing. Since this is a ZYYX 3D printer the file is saved in the .x3g format. As best practice dictates, the best option for long prints is to copy the print file to an SD-card and start the print from the LCD display. This makes the hole job independent and untethered from the computer running the slicer software.
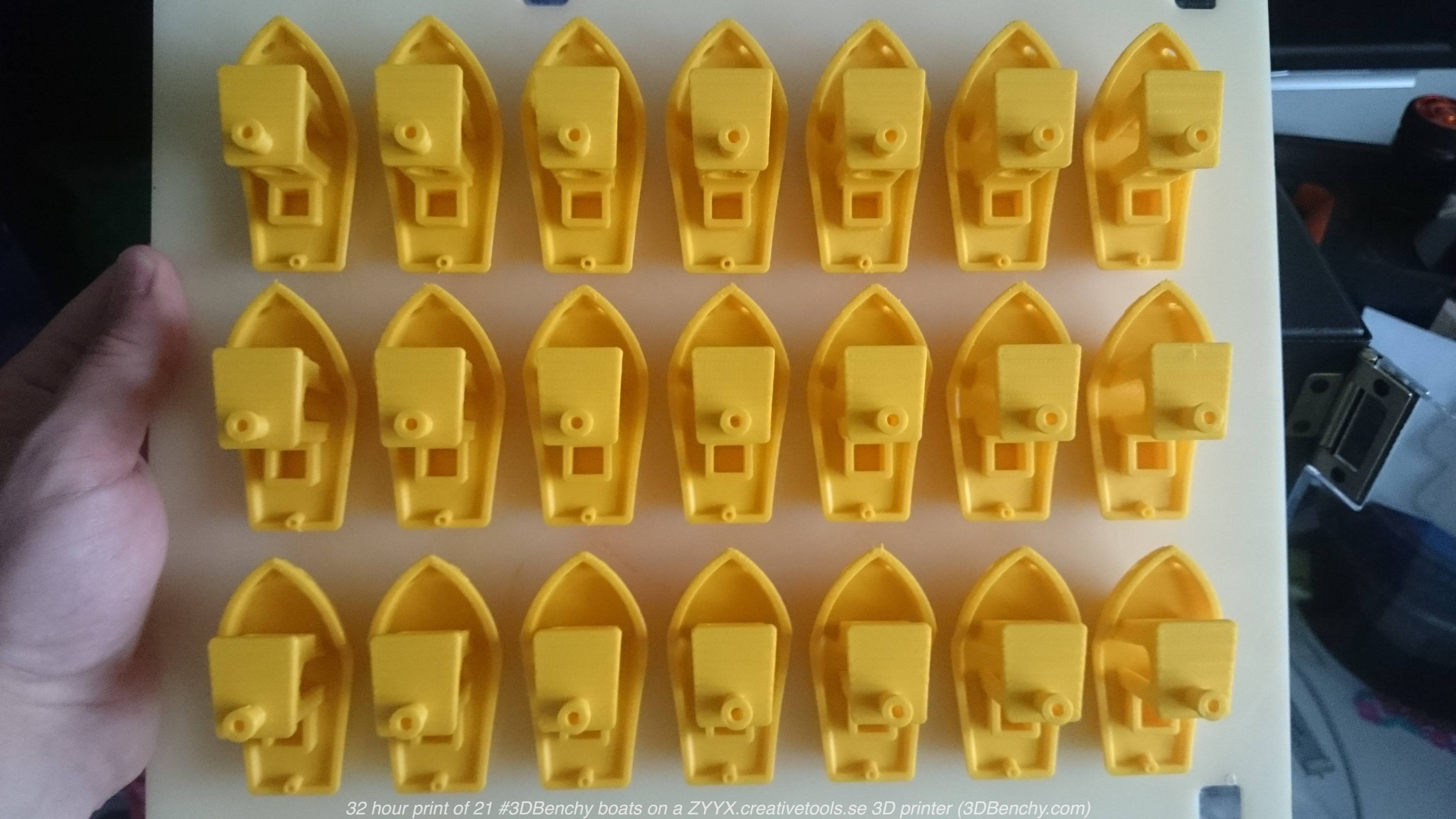
The entire 3D-print took 31 hours and 55 minutes to finish and the result was very good. Such a test on an FFF 3D printer is specifically challenging for the following reasons.
- The hole build-plate was filled which means that it has to be very flat and level to the XY-frame. In the case of the ZYYX 3D printer the levelling is achieved by a sensor and auto-calibration before each print.
- The contact surface of each boat is relatively small. Meaning that it is crucial that each #3DBenchy needs to sit firmly on the build-plate. If one or few detaches while 3D-printing, the entire job will fail. In practical terms it is important that the operator makes sure that the entire surface of the build-plate is completely clean and degreased.
- All the boats with detailed surface features create layers with a high amount of individual shells. This yields many filament retractions (stop-and-go movement) and therefore tests the endurance and reliability of the extruder. In comparison, if a large vase was printed, the extruder would mostly extrude the filament more-or-less continuously with few retractions.
- Another demanding feature of this print job is that the extruder while traveling needs to cross many shell borders which in some cases can cause collisions with the extruder nozzle. This happens if some printed parts warp upwards and protrude above the current Z-plane. It is therefore important in such cases to have an effective cooling fan which makes the PLA plastic solidify quickly and not bend upwards.
Below are more images of this test print.